How Toyota’s Jishuken Approach to Kaizen Drives Next-Level Efficiency?
March 10, 2025
Toyota is widely recognized for its industry-leading efficiency, much of which is attributed to its commitment to Kaizen, or continuous improvement. However, beyond traditional Kaizen, Toyota has developed a more structured and intense approach known as Jishuken.
Jishuken, meaning "self-study group," is an advanced Kaizen methodology that empowers teams to independently analyze and improve their processes. Unlike general Kaizen workshops, Jishuken is not just about gradual improvement; it’s about deep problem-solving, leadership-driven learning, and measurable impact. This approach enables Toyota to maintain its competitive edge while pushing its efficiency to the next level.
For manufacturers looking to elevate their operational performance, understanding and adopting Jishuken can be a game-changer.
Understanding Jishuken in Toyota’s Kaizen Framework
Jishuken is an intensive, data-driven, and leadership-led Kaizen activity. It is designed to help teams identify inefficiencies, analyze root causes, and implement rapid improvements without external direction. The goal is to create a culture where problem-solving becomes second nature and employees proactively seek out improvements.
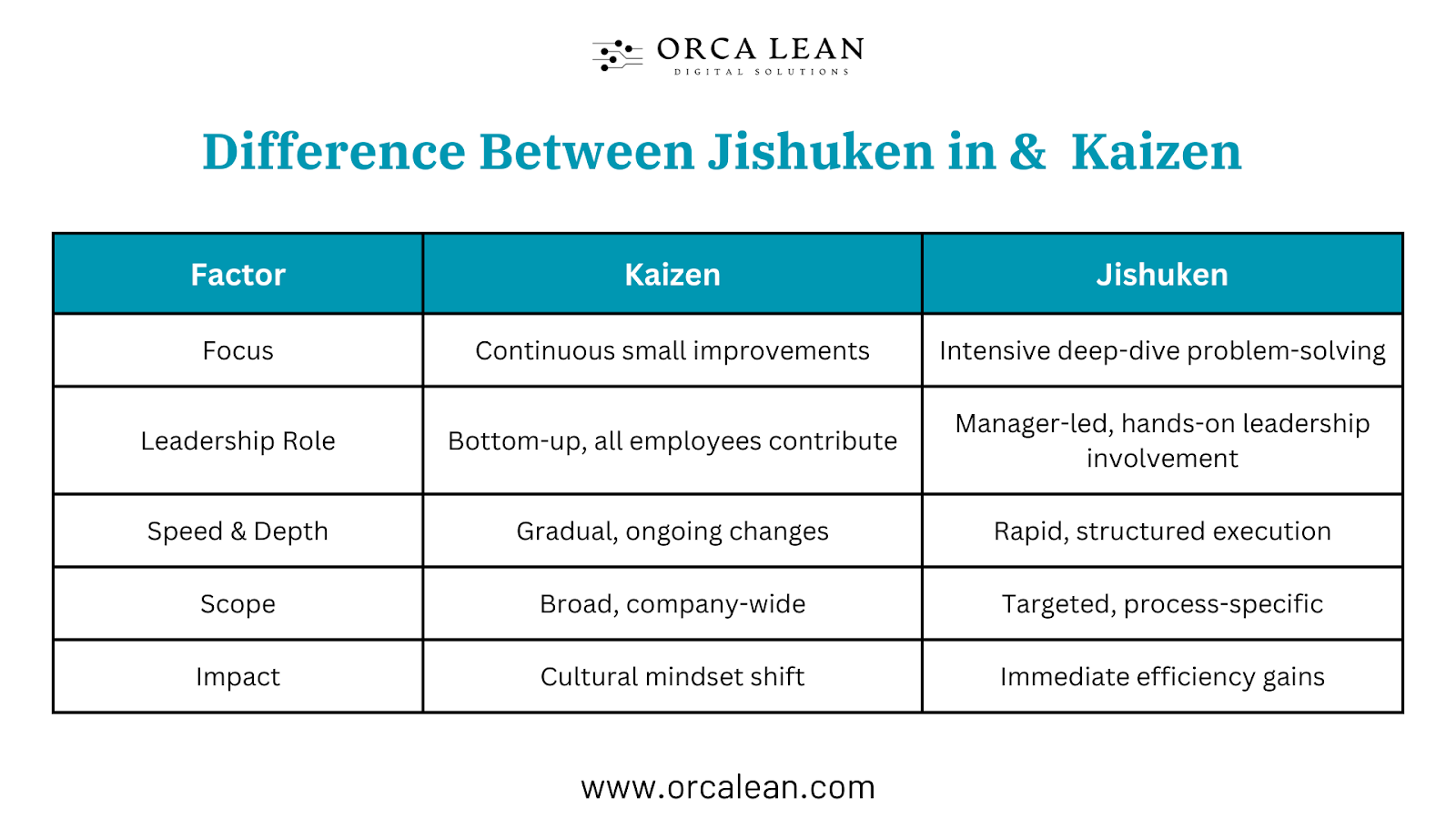
Unlike traditional Kaizen, which often involves small, incremental changes, Jishuken focuses on deep, structured learning and execution. Teams don’t just fix problems; they study the process intensely, challenge assumptions, and develop sustainable solutions.
Key differentiators of Jishuken include:
- Self-Directed Learning: Teams take ownership of their improvements.
- Leadership Engagement: Senior managers actively participate, ensuring top-down alignment.
- Short, Intensive Sessions: Typically conducted over a few days or weeks with a clear focus.
- Structured Execution: Following the PDCA (Plan-Do-Check-Act) cycle rigorously.
To learn more about how PDCA helps in structured execution and how PDCA helps in addressing reoccurring issues, read our detailed blog.
Key Principles of Jishuken
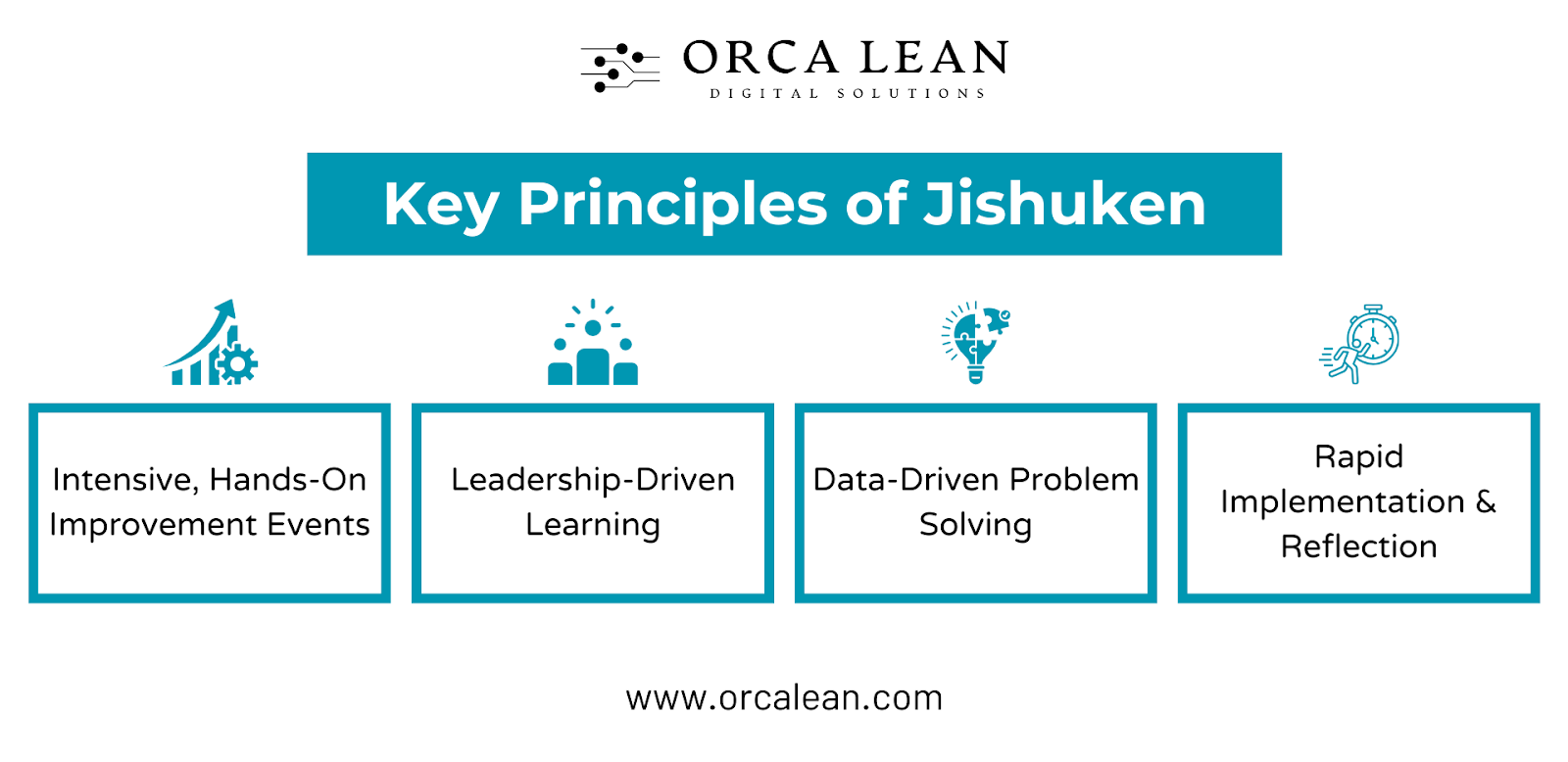
1. Intensive, Hands-On Improvement Events
Jishuken workshops are not theoretical; they involve real-time, on-the-ground problem-solving in production environments. Participants work directly on the shop floor to observe, measure, and improve workflows.
2. Leadership-Driven Learning
Unlike traditional training, where managers oversee without direct involvement, Toyota ensures leadership actively participates. Plant managers and executives engage in Jishuken activities, reinforcing a culture of continuous learning from the top down.
3. Data-Driven Problem Solving
Jishuken relies heavily on measurable data, not assumptions. Teams use:
- Cycle time analysis
- Defect tracking
- Process mapping (e.g., Value Stream Mapping)
- Standard Work Analysis
This quantitative approach ensures real efficiency gains, not just perceived improvements.
4. Rapid Implementation and Reflection
One of Jishuken's strengths is fast implementation. Once inefficiencies are identified, solutions are applied immediately. These changes are then monitored and refined in real-time, ensuring they deliver expected results.
How Toyota Implements Jishuken?
Toyota’s implementation of Jishuken is a structured, disciplined process that involves multiple stakeholders, hands-on problem-solving, and a commitment to data-driven decision-making. The process is not merely about improvement workshops; it is about transforming mindsets and embedding problem-solving capabilities into the workforce. The following steps outline how Toyota effectively applies Jishuken in its facilities:
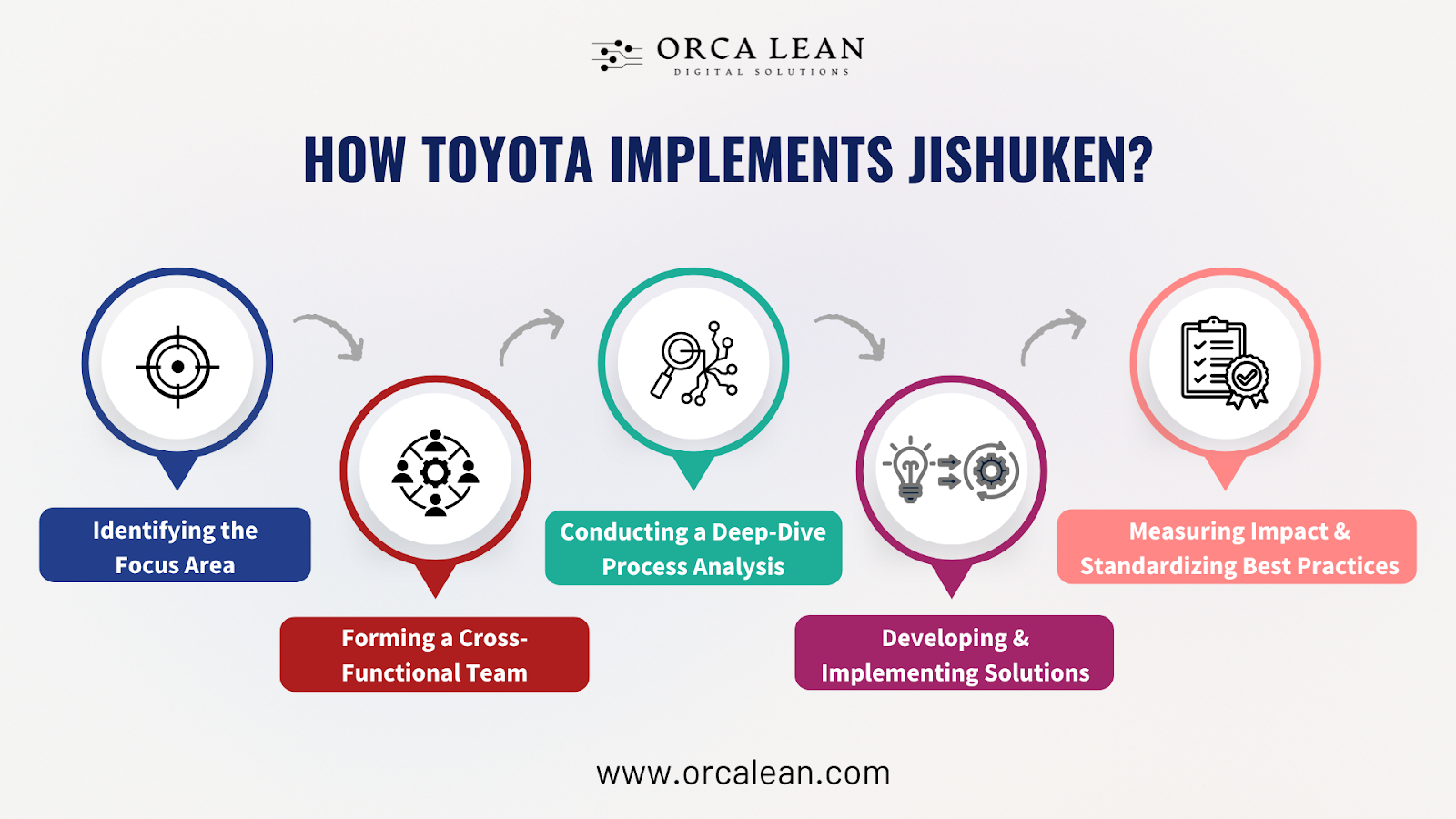
1. Identifying the Focus Area
Toyota begins by selecting a specific process, workstation, or production line that requires improvement. This is based on measurable inefficiencies such as:
- Bottlenecks in production (e.g., delays in material movement).
- High defect rates (e.g., recurring quality issues in assembly).
- Waste reduction opportunities (e.g., unnecessary motion or inventory buildup).
Data from manufacturing execution systems (MES), OEE tracking, and operator feedback helps pinpoint critical areas where Jishuken can yield the most value.
2. Forming a Cross-Functional Team
Toyota assembles a team consisting of engineers, operators, supervisors, and senior leaders. Unlike typical Kaizen events, where improvement is primarily driven by lean specialists, Jishuken actively involves leadership. This ensures that top-down alignment is achieved, and solutions are practical and implementable.
Roles within a Jishuken team:
- Operators: Provide hands-on insights into process inefficiencies.
- Supervisors: Facilitate implementation and monitor performance.
- Engineers: Analyze data, propose technical solutions, and validate improvements.
- Managers: Ensure that changes align with broader organizational objectives.
3. Conducting a Deep-Dive Process Analysis
Once the focus area is determined, teams conduct a detailed time-study and root cause analysis using Toyota’s lean tools:
- Value Stream Mapping (VSM): Identifies material and information flow inefficiencies.
- 5 Whys Analysis: Drills down into the root causes of problems.
- Standardized Work Analysis: Evaluates operator workflows and task execution.
- Cycle Time and Work Balance Assessment: Identifies discrepancies between operator workloads.
This phase is highly data-driven and observational—team members spend time on the shop floor, collecting real-time data, timing processes, and interviewing operators.
4. Developing and Implementing Solutions
After the problem is understood, the team develops and tests multiple solutions. Unlike traditional Kaizen, which might focus on small incremental fixes, Jishuken pushes for:
- Process re-engineering to eliminate waste in factories.
- Workflow optimization to improve cycle times.
- Ergonomic improvements to reduce operator fatigue.
- Automation enhancements where necessary.
Changes are tested in real-world conditions, with minimal disruptions to production. The team ensures fast feedback loops, allowing them to refine and adjust solutions in real time.
5. Measuring Impact and Standardizing Best Practices
After implementation, Toyota measures the impact of the changes using:
- OEE (Overall Equipment Effectiveness) to track productivity gains.
- Cycle time reductions to measure workflow improvements.
- Defect rates and quality metrics to assess process stability.
Once a change proves successful, Toyota ensures that the optimized workflow is standardized and rolled out across similar production lines and plants. The final step is documentation and training, ensuring that every operator follows the improved method consistently.
Impact of Jishuken on Efficiency
The Jishuken approach drives substantial improvements across multiple operational areas at Toyota. Unlike surface-level process optimizations, Jishuken creates deep, sustainable efficiency gains that contribute to Toyota’s long-term competitive edge.
1. Reduction in Waste (Muda Elimination)
Jishuken systematically eliminates Muda (waste) by analyzing each step of a process. The main types of waste addressed include:
- Motion waste: Optimizing workstations to reduce unnecessary movements.
- Waiting time: Ensuring material flow synchronization to prevent delays.
- Overproduction: Adjusting takt time to prevent unnecessary stockpiling.
- Defects and rework: Standardizing best practices to minimize errors.
2. Improved Problem-Solving Capabilities
Jishuken encourages a self-reliant problem-solving culture. Instead of relying on external consultants or lean specialists, employees at every level become capable of:

- Identifying inefficiencies on their own.
- Applying structured problem-solving methods.
- Implementing solutions without external intervention.
3. Standardized Work for Sustainable Improvement
One of the biggest advantages of Jishuken is that once an improvement is validated, it becomes part of Toyota’s global best practices. Lessons from one plant are replicated across multiple locations, ensuring that Toyota maintains a high level of efficiency worldwide.
For instance, Toyota’s plant in Tsutsumi applied Jishuken to optimize its vehicle painting process. After successfully reducing paint wastage by 30%, the same method was implemented in Toyota’s North American and European plants.
Lessons for Other Manufacturers (Better Version)
Toyota’s Jishuken methodology is not exclusive to its own production system—any manufacturer can apply its principles to drive efficiency and operational excellence. Here’s how:
Foster a Culture of Hands-On Problem Solving
Traditional problem-solving methods often involve management instructing workers on improvements. Jishuken flips this approach—frontline workers, engineers, and managers all actively engage in the problem-solving process.
Actionable Tip: Implement structured Gemba Walks, where leadership directly observes processes alongside workers and identifies inefficiencies firsthand.
Utilize Data for Decision-Making, Not Gut Feelings
Many manufacturing companies rely on intuition to drive process improvements. Toyota’s Jishuken, however, is purely data-driven, relying on metrics like cycle time, OEE, and defect rates.
Actionable Tip: Integrate digital work instruction platforms and real-time monitoring systems to collect accurate process data before making decisions.
Move Beyond Small Incremental Changes
While Kaizen emphasizes gradual improvement, Jishuken pushes for deep structural changes that result in long-term efficiency.
Actionable Tip: Organize intensive problem-solving workshops with a clear focus on eliminating root causes rather than just symptoms.
Standardize and Scale Best Practices
One of Jishuken’s most powerful aspects is its ability to document and scale improvements across multiple production lines and facilities.
Actionable Tip: Create digital repositories where successful process optimizations are stored and accessible to teams company-wide.
Conclusion
Toyota’s Jishuken approach takes Kaizen to the next level, transforming factories by embedding self-driven, data-backed, leadership-engaged problem-solving into their culture. By implementing Jishuken principles, manufacturers can achieve significant efficiency gains, waste reduction, and sustainable operational excellence.
To simplify and accelerate Jishuken-based improvements, SolvoNext provides structured PDCA software that helps manufacturers analyze inefficiencies, implement solutions, and measure results in real-time.
Ready to optimize your factory’s performance? Explore how SolvoNext can drive your next-level efficiency today!
Software Solutions for Manufacturing Excellence
Company
Social
Our Contact Info:
Email: contact@orcalean.com
Phone Number: 248 938 0375
Our Offices