From Define to Control: How to Implement DMAIC for Defect Reduction in Manufacturing?
March 4, 2025
Manufacturers dealing with high defect rates often struggle not because they lack improvement initiatives but because they fail to execute problem-solving systematically. The DMAIC methodology (Define, Measure, Analyze, Improve, Control) offers a structured approach to identifying, reducing, and eliminating defects. However, its effectiveness lies in execution—not in merely following the five steps.
Many manufacturers make critical mistakes while implementing DMAIC, leading to short-term fixes rather than sustainable defect reduction. This blog explores how to apply DMAIC effectively, ensuring long-term process improvements and measurable quality gains.
The Root Cause of Failed Defect Reduction Efforts
Why do many manufacturers struggle to reduce defects despite having quality teams, Six Sigma projects, and lean initiatives?

Common failure points include:
- Poorly defined problems leading to scattered efforts.
- Inaccurate or incomplete data resulting in misleading conclusions.
- Solutions that address symptoms rather than root causes.
- Lack of process control, causing defects to return over time.
To truly reduce defects, DMAIC must be implemented as a structured, data-driven problem-solving system, ensuring that improvements are not temporary patches but permanent solutions.
A Tactical Roadmap for Implementing DMAIC for Defect Reduction
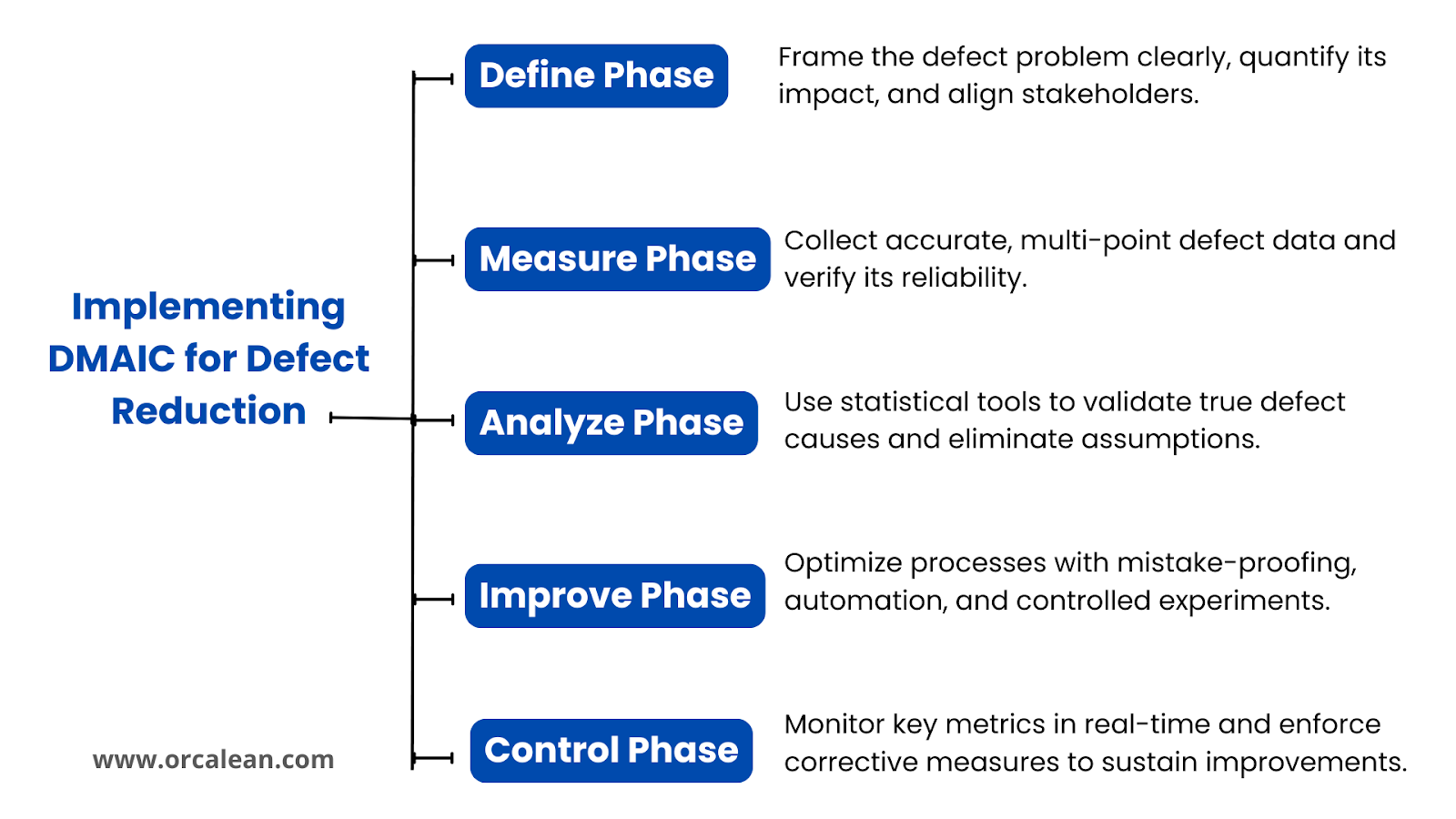
1. Define Phase: Setting the Right Direction
Most problem-solving efforts fail before they even begin due to poorly defined problem statements. The Define phase is not just about identifying defects—it’s about framing them correctly.
Key Focus Areas:
- Identify the financial impact of defects (waste, rework, customer complaints).
- Clearly state what is defective, where it occurs, and how often.
- Involve cross-functional teams to avoid tunnel vision.
- Use Voice of Customer (VOC) and Critical to Quality (CTQ) factors to prioritize defects.
Example: Instead of saying, “Welding defects are high,” define the issue as:
“Porosity defects in aluminum welding have increased from 120 to 380 PPM in the past six months, resulting in $750K in annual rework and warranty claims.”
A poorly defined problem leads to inaccurate solutions. A well-defined one aligns the team on real goals.
2. Measure Phase: Gathering Data That Drives Decisions
Many manufacturers fail in this phase because they rely on incomplete or outdated data. The quality of the solution depends entirely on the quality of the data collected.
What Manufacturers Get Wrong in This Phase:
- Using final inspection data only instead of measuring defects at multiple points.
- Relying on operator-reported defects, which introduces bias.
- Ignoring variability across shifts, machines, and suppliers.
Advanced Measurement Strategies:
- Implement real-time SPC (Statistical Process Control) to detect variations.
- Use Measurement System Analysis (MSA) to verify data accuracy.
- Compare defect trends across different production lines and shifts.
- Use digital sensors and IoT to automate defect data collection.
Example: If injection molding defects are increasing, measuring only the final part rejection rate is not enough. The process should capture data at key stages—melt temperature, injection pressure, mold cooling time, and part ejection force—to identify upstream issues.
3. Analyze Phase: Moving Beyond Guesswork to Find Root Causes
This is the phase where manufacturers often make costly mistakes by assuming causes instead of validating them with data.
Why Traditional Root Cause Analysis Fails:
- Most teams stop at surface-level causes rather than digging deeper.
- They use 5 Whys but without verifying assumptions with statistical data.
- They focus on what changed recently but ignore historical trends.
Advanced Root Cause Identification Approaches:
- Use Multi-Vari Analysis to analyze defect trends across machines, materials, and operators.
- Apply hypothesis testing (ANOVA, Regression Analysis) to validate suspected root causes.
- Conduct Failure Mode & Effects Analysis (FMEA) to understand process vulnerabilities.
- Perform Gemba Walks (observing production firsthand) to see real-world conditions.
Example: Instead of assuming that defects in a machining process are due to operator error, an ANOVA test may reveal that the real cause is a specific batch of cutting tools wearing out faster than expected.
4. Improve Phase: Implementing Sustainable Solutions
Many manufacturers fix defects but don’t prevent them from recurring. This phase is about making sustainable process changes, not just quick fixes.
Common Improvement Mistakes:
- Implementing changes without validating them with pilot runs.
- Assuming that training alone will prevent defects.
- Not mistake-proofing the process (relying on human discipline instead of error-proofing).

Best Practices for Sustainable Improvements:
- Use Design of Experiments (DOE) to optimize process parameters.
- Implement mistake-proofing (Poka-Yoke) to eliminate human errors.
- Modify Standard Work Instructions to include improvements.
- Use automation and digital controls to eliminate variability.
Example: If incorrect torque values cause assembly failures, instead of just training operators, install an automated torque monitoring system that prevents assembly unless the correct torque is applied.
5. Control Phase: Ensuring Long-Term Defect Prevention
The worst outcome of an improvement project is seeing defects return a few months later. The Control phase ensures that defect reduction is sustained over time.
Why Improvements Fail in the Long Run:
- No real-time monitoring of key process variables.
- Standard work instructions are not enforced or audited.
- There is no mechanism to detect and react to process drift.
How to Prevent Defects from Returning:
- Implement real-time process control charts to track key parameters.
- Conduct layered process audits to ensure adherence to changes.
- Use IoT-based predictive analytics to flag early warning signs.
- Build a feedback loop between operators and engineers.
Example: If machine temperature fluctuations are linked to defect rates, instead of relying on operators to adjust it manually, install an IoT sensor that automatically alerts maintenance when temperature starts drifting out of range.
Conclusion
DMAIC is not just a problem-solving tool; it is the foundation of sustainable defect reduction and process excellence. When executed with precision—leveraging real-time data, automation, and predictive analytics—DMAIC transforms manufacturing into a proactive system where defects are prevented rather than corrected.
SolvoNext empowers manufacturers to streamline DMAIC approach with structured problem-solving, real-time insights, and AI-driven analysis. The future of DMAIC lies in AI-driven defect prediction, digital twins for process simulation, and advanced automation. As Industry 4.0 and 5.0 evolve, DMAIC will integrate with machine learning, IoT, and digital work instructions, making continuous improvement faster and more data-driven. Manufacturers that adopt these innovations will achieve near-zero defect operations.
Software Solutions for Manufacturing Excellence
Company
Social
Our Contact Info:
Email: contact@orcalean.com
Phone Number: 248 938 0375
Our Offices