Why American Plants Still Struggle with Changeover Time—and How to Cut It by 40 %
April 28, 2025
Every week, U.S. factories juggle shrinking order sizes, skyrocketing SKU counts, and customers who want everything yesterday. Lines that once ran one product for days now flip from Variant A to Variant Z before lunch. Automation has slashed cycle time, but setup time—the last manual frontier—still holds plants hostage. A single 45-minute changeover can drain an entire shift’s capacity when you multiply it across dozens of presses, fillers, or molding machines. Yet the fastest‐moving competitors are slicing those minutes in half.
This blog unpacks why changeovers stay stubbornly long—and how a structured, standard work in manufacturing approach can unlock a 40 % reduction without new machines or big capital spend.
The Hidden Cost of Long Changeovers
Pain Point | Impact |
Lost available hours | Each extra minute of changeover slashes Overall Equipment Effectiveness (OEE). On a five-setup day, a 30-minute overrun equals 2.5 lost production hours—enough parts to cover an entire rush order. Longer downtime ripples into missed takt, lower throughput, and late trucks on the dock. |
Financial drag | Bloated setups force weekend overtime, inflate WIP buffers, and freeze cash in “just-in-case” inventory. Plants pay twice—once for labor they can’t invoice, again for tied-up capital. Margins shrink as quotes chase ever-smaller lots. |
Strategic risk | In a world of mass customization, slow changeovers stall response to mix changes. When a competitor can re-tool in 10 minutes and ship tomorrow, your 45-minute setup locks you out of premium, low-volume orders and reshoring programs. |
Want to understand the difference between takt time and cycle time, check our detailed comparison blog. The blog also covers use causes for both to help you understand better.
Five Reasons U.S. Plants Still Struggle
- Legacy tooling & fixtures - Built for yesterday’s two-color variants, hard-plumbed plates now serve fifty. A plastics molder in Ohio spends 18 of its 45 setup minutes loosening sixteen bolts. Modern locating pins and quick clamps would erase two-thirds of that wrench time.
- Complex product mix - ERP can schedule the perfect sequence—until Sales demands a hot job at 2 p.m. With 300 tooling permutations, planners grab the next open slot and accept a 25 % setup premium. The schedule stays on paper; the waste stays on the shop floor.
- Lack of standardized changeover work - Tribal knowledge rules. Veterans feel the machine’s rhythm; rookies flip through binders for torque specs. Without a work instruction template or video guide, a 12-step process becomes twelve personal styles, each with its own hidden delays.
- Culture of “good enough” - Dashboards celebrate run-rate, not setup loss. Crews that hit pieces-per-hour targets still lose 50 minutes between runs—and no KPI flags it. Capital requests chase faster robots while ignoring slower restarts.
- Data blind spots - Manual downtime sheets, lump jams, quality checks, and changeovers into “other.” Hidden in that bucket is the gold mine: 42 % of downtime in one stamping plant was actually fixture search time. No data, no problem—until customers complain.
Proven Strategies to Cut Changeover Time by 40 %
Every minute you trim from a setup returns a minute of sellable capacity. The six tactics below blend classic SMED with modern digital tools, giving you speed and repeatability.
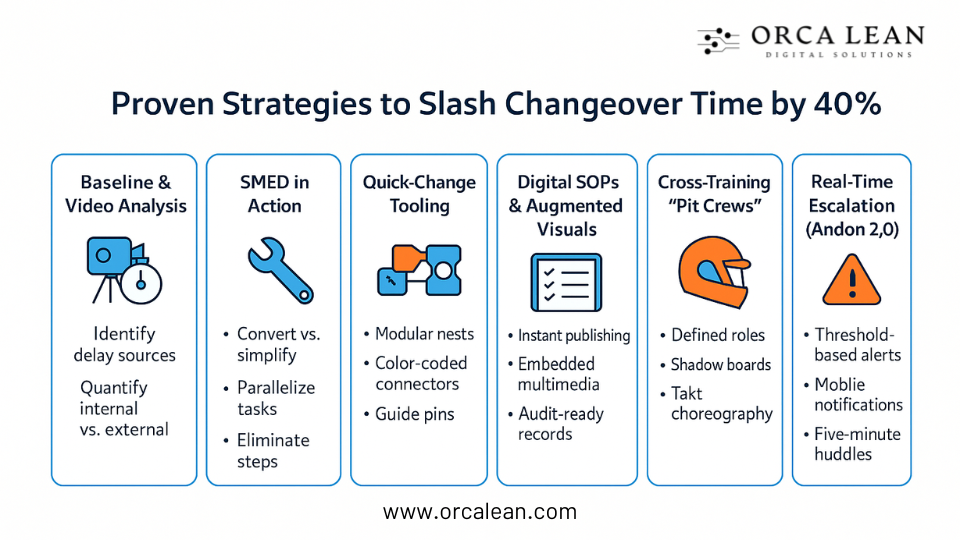
Baseline & Video Analysis
Before you can fix it, you must see. Mount a tripod, record two full changeovers, and time-stamp every motion in 1-second increments. Classifying tasks as internal (machine idle) or external (machine running) usually reveals a lopsided 70 : 30 ratio that screams opportunity.
- Identify the top three delay sources — bolt-tightening, tool hunts, and sign-offs surface on almost every Pareto.
- Quantify internal vs. external time — know exactly how many minutes the machine is really down so you can attack the right bucket.
- Create a standard work procedure template — translate the timestamped steps into a visual work instruction guide that anyone can follow.
SMED in Action
SMED turns “black-box” changeovers into engineered sequences. Start by converting internal tasks—like pre-heating dies—into external work done while the machine still runs. Then simplify, eliminate, or parallelize what’s left. Three focused kaizen events are enough to pull 40 % out of most changeovers.
- Convert — shift die warm-up, paperwork, and tool prep off-line so production keeps flowing.
- Simplify — replace sixteen bolts with two cam clamps to cut wrench time to seconds.
- Parallelize — choreograph two operators so no one waits for a wrench or a gauge.
Quick-Change Tooling
Hard plumbing and loose shims steal minutes. Modular nests, guide pins, and color-coded connectors let fixtures “snap” into place the first time. Plants that swap four-bolt clamps for toggle locks often recover an entire hour a day—capacity worth far more than the hardware.
- Modular nests for repeatability — tooling drops into the exact same position, eliminating tweak time.
- Color-coded connectors — red air-line to red port; zero chance of mis-hookups.
- RFID or QR-tagged dies — the MES knows which tool is in the press and starts the recipe automatically.
Digital SOPs & Augmented Visuals
Paper binders age like milk. Tablets running Standard Work Pro deliver shop-floor work instructions in real time—complete with short video clips, torque-spec pop-ups, and mandatory e-signatures. Operators see precisely how to reduce errors and increase quality of work, auditors get perfect traceability, and Engineering can push an update plant-wide in seconds.
- Instant publishing — a single click rolls new instructions to every shift and site.
- Embedded multimedia — five-second clips replace paragraphs of text for tricky steps.
- Audit-ready records — each setup is time-stamped and signed, closing the compliance loop.
Cross-Training “Pit Crews”
Borrow NASCAR discipline: two techs, one material handler, one quality checker, each with a fixed zone and tool set. Shadow boards keep wrenches at arm’s reach; floor tape marks every footstep. Within weeks, first-pass yield after changeover climbs because no task is skipped and no one searches for a socket.
- Defined roles — every motion is assigned, so no one hesitates or duplicates effort.
- Shadow boards & tape — tools and positions are always in the same obvious spot.
- Takt-based choreography — crews practice until the setup feels like a pit-stop dance.
Real-Time Escalation (Andon 2.0)
Waiting for the morning meeting to spot over-runs is too late. Tie a live timer to an Andon light and SMS alerts. If the changeover drifts 10 % past plan, the supervisor gets a ping, a resource is dispatched, and the variance is capped before it snowballs.
- Threshold-based alerts — choose +/- 10 % or your own trigger point.
- Mobile notifications — the right people see the issue instantly, even off the floor.
- Five-minute corrective huddles — teams address the root cause on the spot, not next week.
KPI Dashboard for Sustainable Gains
A healthy dashboard tracks changeover minutes/occurrence, plan-vs-actual variance, first-pass yield after change, OEE lift, and schedule adherence. Want a deeper dive into which metrics drive action? Check our detailed guide: 30 Manufacturing KPIs You Need to Track to Elevate Performance

Conclusion
Changeovers hide the richest pockets of waste—stealing hours, dollars, and market share. Plants that treat setup like any other process—documented, visual, and relentlessly improved—regularly trim 40 % off restart time, freeing capacity without capital. The playbook is proven: baseline every motion, engineer out internal tasks, equip crews with quick-change tooling, and lock discipline into digital manufacturing work instructions.
Standard Work Pro brings those instructions alive: version-controlled, swipe-through, and audit-ready, so every shift performs the same winning routine. Ready to watch a 45-minute teardown conclude before the coffee cools? Book a demo of Standard Work Pro today and see how mistake-proof, tablet-ready guidance turns changeovers into a competitive edge.
FAQs
1. What should SOP for changeover include?
SOPs should guide every step—from teardown to calibration—using digital tools like tablets with videos, torque specs, and e-signatures. With instant updates, real-time visuals, and audit trails, operators execute changeovers consistently and without relying on tribal knowledge.
2. How can you measure changeover time in a manufacturing environment?
Record full changeovers, timestamp each step, and classify tasks as internal or external. Identify delays via video review and convert steps into visual SOPs. Smart factory tools like Solvonext help digitize and streamline tracking, revealing hidden downtime for improvement.
3. What exactly is changeover time?
Changeover time spans from the last good part of one run to the first of the next. It includes teardown, retooling, calibration, and test runs. Reducing this time boosts efficiency without new machines—maximizing margins and capacity.
Software Solutions for Manufacturing Excellence
Company
Social
Our Contact Info:
Email: contact@orcalean.com
Phone Number: 248 938 0375
Our Offices